

wELCOME TO THE WORLD OF WHEELING MACHINES
Also known as "English Wheels"



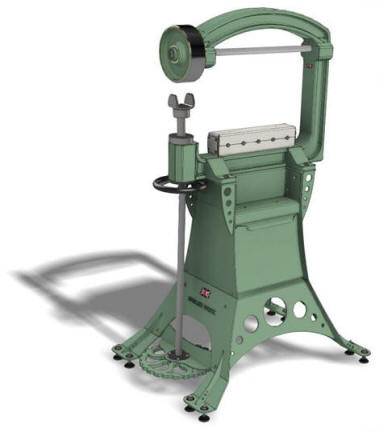
You have seen it on the TV, the many shows held around the UK over the years, you may even have tried one at an event or show, or read the books. The English wheel, or its more common name of wheeling machine, a lesser known tool that that quietly resides in the hallowed inner sanctum of some of the best known panel makers, and automotive restorers in the industry, and it's not just the UK where they live!
.jpg)



 Yes!
You have just been clearing a patch of your
overgrown garden, and discovered a rusty old Aston
Martin you forgot you put there in the 80's now
you would love an DB4 Zagato, but cant afford the
five million or so to purchase one right now.
Seriously!!! All joking to one side for a moment,
but that's what this tool helps you create, see the
shapes on that thing, lovely isn't it? The English
wheel produces the curved panels you see, so if
ever you did want to do such a thing -
Yes!
You have just been clearing a patch of your
overgrown garden, and discovered a rusty old Aston
Martin you forgot you put there in the 80's now
you would love an DB4 Zagato, but cant afford the
five million or so to purchase one right now.
Seriously!!! All joking to one side for a moment,
but that's what this tool helps you create, see the
shapes on that thing, lovely isn't it? The English
wheel produces the curved panels you see, so if
ever you did want to do such a thing -